
Is a hollow ground edge better than a flat-ground, honed-all-over edge?
Grinding produces a coarse finish and honing gives a more polished surface.
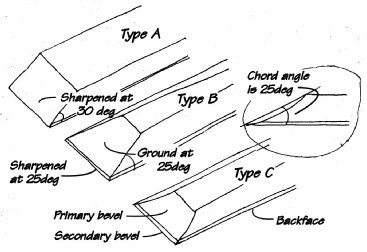
Because grinding is faster than honing, many workers grind a chisel like "B" having a primary bevel at 25° (or less) to the backface with a honed secondary bevel at 30° (or less).
Grinding produces a coarse finish and honing gives a more polished surface.
However, in some trades such as wagon building, for example, the custom is to simply hone a primary bevel at 30° or so, producing a chisel like "A".
Grinding produces a coarse finish and honing gives a more polished surface.
A close look at the wear marks on a worn edge shows that the limit of contact between wood and metal is just a few hundredths of an inch from the edge. Therefore, so far as the job of just parting the wood fibres is concerned, it does not matter how wide is the honed edge.
Grinding produces a coarse finish and honing gives a more polished surface.
However, the metal behind the immediate edge has the job of transmitting the cutting forces and standing up to the stresses from such tasks as levering out chippings.
Grinding produces a coarse finish and honing gives a more polished surface.
Its strength at any place along the blade will depend on the cross-sectional area at that place.
Grinding produces a coarse finish and honing gives a more polished surface.
From scale drawings, I calculate that at equal distances from the edge, a 30° wagon builder's bevel is about 18% stronger than a similar 25° primary bevel.
Grinding produces a coarse finish and honing gives a more polished surface.
In this respect, full marks then to the wagon builders. This may help to explain why the A-type bevel is preferred in trades where they use stronger "firmer" chisels for hefty chopping of tough woods. A broken chisel corner means a stop for re-grinding and even worse, the dentistry involved in extracting the piece left behind without damaging the job.
Grinding produces a coarse finish and honing gives a more polished surface.
Penalty marks, though, because honing the area of an entire primary bevel means removing a lot of metal and thus the extra labour that most of us prefer to avoid, to say nothing of oilstone wear.
Grinding produces a coarse finish and honing gives a more polished surface.
My guess is that some trades find coarse whetstones adequate for their purposes, making the honing easier.
Grinding produces a coarse finish and honing gives a more polished surface.
Some people make do with a grinding wheel as small as 3-1/2 - 4 inch diameter held in a power drill.
Grinding produces a coarse finish and honing gives a more polished surface.
Many 6in bench grinders are sold for home use, and other workers have access to grinders of the popular 9 inch diameter.
Grinding produces a coarse finish and honing gives a more polished surface.
The old sandstone grinders went up to 40 inches diameter.
Grinding produces a coarse finish and honing gives a more polished surface.
According to their size, all these machines grind hollow to a greater or lesser extent.
Ignoring certain practicalities, the drawing shows two hollow ground surfaces from a bench grinder. Chisel "C" has an angle of 25° between the back face and the chord of the curve.
The disadvantage is that C is not only weaker at the end, but is more likely to lose its hardness by overheating while grinding on an un-cooled bench grinder.
On the other hand, the thin edge of the hollow grind can be a boon. With each re-sharpening, the width of the honing primary bevel grows less quickly and therefore saves sharpening time.
Measuring an enlarged drawing shows that the secondary bevels on flat and hollow primary bevels are between 12% and 30% wider at the same distance from the original edge, depending on where you measure.
Setting specific angles on a bench grinder is not easy. I guess than some people re-grind a C-type bevel, "by sight" to make a bevel that looks about the same size as the bevel on a new tool.
We can all see that for two primary bevels of the same length, a flat (ie, B-type) bevel will be stronger than a C-type primary bevel made by, say, a 4 inch diameter wheel, but it may be interesting to put some figures to the difference. For simplicity's sake, I ignored any secondary bevel, and measured a 100 times magnified drawing of each of these primary bevels, and found that
| Distance from Chisel Edge | Ratio of B Type Strength to C Type |
|---|---|
| 4in Diameter Wheel | |
| 1mm | 30% |
| 2mm | 24% |
| 4mm | 15% |
| 6in Diameter Wheel | |
| 1mm | 20% |
| 2mm | 14% |
| 4mm | 9% |
| 9in Diameter Wheel | |
| 1mm | 11% |
| 2mm | 9% |
| 4mm | 6% |
If you find yourself working sometimes in tough and sometimes in gentler ways, why not gain a stout edge by having an A-type bevel on your plain firmer and mortise chisels and a B or C-type on the bevelled edge paring chisels?
Whether hollow grinding is "no good" or not depends on the kind of job it has to do. In gentle hands, say while paring, the thin "surgical" edge of the C-type hollow grind can be a pleasure to use. It can save time when sharpening, and it can occasionally reach the places that the flat primary bevel cannot.
A stronger chisel than the slender "Paring Chisels". It is made with a plain rectangular cross section, ie without bevelled sides. The full name for a bevelled edge chisel is actually "Bevelled Edge Firmer Chisel". This is half-way between the two in terms of robustness.
Using the chisel with hand pressure only.
Using the chisel with a mallet.
A motorised unit, usually turning two high speed grinding wheels. Really an engineer's tool.
Abrading using a fine abrasive, for example, an oilstone, diamond plate or abrasive slurry on a plate.
A line that just touches the circumference of a circle.
A line joining two places on the circumference of a circle.